


2012年2月24日
縁の下の力持ち。
こんばんは、製造のショウジです。
今日は、会社の名脇役というか、縁の下の力持ち的な機械を紹介したいと思います。
じゃん。

オークマ社製汎用旋盤さんです。
1966年生まれ、御歳46歳、現役バリバリな機械です。
コレ一台で切削、穴あけ、ネジ切りと、金属加工の大半をこなせてしまう優れ物です。
今でこそNC旋盤にメインの仕事は譲ってしまってはいますが、それでも会社にはなくてはならない存在なんです。
たとえば、当社の鍛造材のボルトを造る過程において余分な部分を削り落すのには、
手動にて、この汎用旋盤で行わなければ、早くきれいに落とす事ができません。

加工前

旋盤に装着したところ

加工後

こんな感じで。

今日は200本くらいです。
また、切削ネジの継ぎ足しはこれがなければできません。(転造の場合はまた別。)
そして、製造の人間が技術を磨くためにはなくてはならない教習車みたいな存在なのでした。
さあ、削りまくりますよ~。
以上製造のショウジでした。
カテゴリー:螺旋屋徒然ブログ
2012年2月23日
今日は展示会に行ってきました。
今日と明日開催されています「京都ビジネス交流フェア2012」へ行ってきました。
内容としては、工業関係だけでなく食品・ソフトウェアなど様々な業種の方々が出展されていて、関東での展示会のように派手さは無いものの引かれるものがありました。
やはり、仕事柄もあって機械加工品には厳しい目で見てしまいがちで、鍛造・マシニング加工・旋盤加工・表面処理と目新しい技術などが無いか?
また、これからの流れなどを肌で感じる為に行きます。
そんな中、ひと際目を引いたのがこのブースでした。

京都の切削加工業者さんで、日本らしく、京都らしく、展示されており、いわゆる「見せる」、「魅せる」という言葉を改めて考えさせられました。そう言えば、当社の陽極酸化処理品も最初は「魅せる」事が目的でしたね。

カテゴリー:螺旋屋徒然ブログ
2012年2月17日
下ごしらえ
こんばんは、製造のショウジです。
今週は長ものと、鍛造材の加工が多かったです。
そんななかでのブログですが、今回は「下ごしらえ。」
料理なんかがそうですが美味しい料理にはそれなりの下ごしらえがありますよね。
金属加工も、ある意味同じかもしれません。
工場長が「段取り八割、仕上げが二割。」とよく言います。
全くもってそのとおりで、段取りの段階で手を抜くと仕上がった物はどこか変。
機能そのものには問題はないんだけど、それだけじゃうちの製品と胸を張って言えません。
なんで、下ごしらえの準備には注意します。
例えば穴あけ
ちゃんと芯出しをしてあげないとドリルがあさっての方向に空いていきます。
ドリルもそれ用に形を変えて研いであげなければいけません。


長もの挽きの場合 素材が反っている場合があるんで、こちらも芯出しが必要になる時があります。

で、ちゃんと芯出しをして加工をしてあげると・・・・
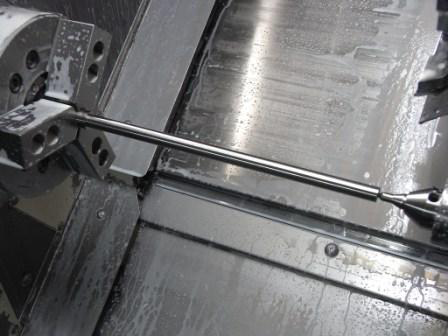
こんな感じ。ちなみにサイズはφ12×260です。
加工の時間は結構かかります・・・・・・
他にも色々と下ごしらえ方があるんですがそれはまたの機会に。
以上、製造のショウジでした。
カテゴリー:螺旋屋徒然ブログ
2012年2月15日
他社製品の陽極酸化処理をお断りする理由
やけに固い題名となりましたが、今日も少々お付き合いください。
なぜ他社で製造したボルトの陽極酸化処理をお断りしているか?
ということですが、製造工程がや材質が変われば流れる抵抗が変わり他の製品にまで影響するからです。
そうなってしまった場合、他の製品ももう一度やり直しばかりか、お客様から預かった製品もネジとして使用できなくなる恐れがある為です。
上記が電話やメールでの回答となります。
やはり、過去に他社製品を自社製品と共に陽極酸化処理を施した事があります。
64チタンであるからには自社製品と同じように処理すれば同じように発色するのですが、お客様から預かった製品を一緒に陽極酸化処理した際に「異材混入」の報告が来ました。結局、そのお客様のボルトが異材でした。そのボルトの素材が何であったかは分析していませんが、明らかに64チタンでは無いチタンであったことは間違いありませんでした。
弊社も一企業として他社製品を購入し検査及び分析をします。
まず、機械部品としてのネジの精度をリングゲージで確認しますが、この段階で機械部品としてのネジとみた場合、不良率の多いことには驚きます。焼き付きやカジリの原因がこうしたネジの不良にあっても個人の方では判別できない要素です。そして最終的に自社製品と共に陽極酸化処理をして、材質の確認を行います。この段階でも「異材」の判定を受ける64チタンボルトが存在しているのは事実です。
間違って64チタンではない合金をボルトにしてしまったのかというような詮索や責任の所在を追求しませんが、64チタンで無い物を64チタンだと言って売っていたことは事実で、ネジ不良であるボルトが流通していることも事実です。
この2点が「64チタンは焼き付く・すぐ折れる・耐久性がない」など、巷でいう噂になります。
お客様と商談すると何人かに一人は上記のように否定されますが、メーカーとしてお客様に購入していただき、使い勝手が悪いなど改良すべき点は
今後の課題として、時期を見て検討しますが、購入されずに批判することはお手柔らかにお願いします。
話は戻しますが、
他社製品を陽極酸化処理しない理由として、新品のボルトを送られてきて、ネジ不良・異材であっても預かって処理を行ってしまい不良が発生した場合、こちらにも責任があると思うからです。
ごく稀にこうした製品が流通しているのならまだしも、多くの製品が上記2点に該当します。
そう言えば弊社の営業車「ファンカーゴ」ですが、自社のホイールナットを装着して、かれこれ140,000kmになります。
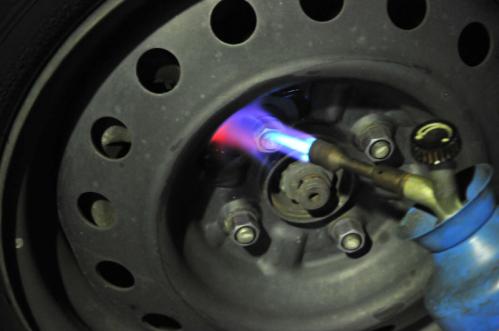
焼き付きやカジリは起こっていませんよ!
カテゴリー:螺旋屋徒然ブログ
2012年2月10日
中空加工
こんばんは。製造のショウジです。
今週は中空加工の依頼が結構多かったですね。
でも、中空加工の依頼と言っても色んな穴径、長さがあります。
そこは、その人が求める目的によって変わってきますね。
例えば、振動吸収性を高めるのが目的であったり、軽量化を求めたり。
中にはボルトヘッドに水が溜まるのが嫌だから、水抜き用での中空加工なんてのもありました。
で、実際どうやって穴を空けているのかというと・・・・・・
ほとんどが手動です。


これには当然理由がありまして、当社のボルトのは64チタンの鍛造材を使用しているからなんです。
ボルトの中空加工を行う時には当然ボルトヘッドからか、あるいはネジ部の底のいずれかから穴を空けていきます。
普通のボルトならスッと貫通するところなんですが、
64チタンの鍛造材のボルトヘッドの六角穴は鍛造で形成されているために非常に硬いです。
(これが六角レンチを掛けた時に六角穴がなめにくい理由)
そのため、ドリルの刃が非常にたちにくいです。
ボルトヘッド側から空けようとすると六角穴の底に穴を空けるだけでドリルの刃がボロボロになります。
結果的にネジ部の底から穴を空けていくことになるんですが、
ドリルが貫通する瞬間に(六角穴に貫通する瞬間)刃先が噛みこんで持っていかれてしまい、
結果ドリルが折れてしまったりするんです。
なので、どうしてもそこは手の感覚が重要になってくるんですね。
さらに、上手く貫通したとしてもドリルの刃先は一番切れる部分がヘタってしまいその度にドリルを研ぐことになります。
それは、太くても細くても研ぎます。

(1.5ミリのドリル)
そしてもう一つ硬くて中空しにくい箇所があります。
それは、ネジ部。
鍛造材の六角穴を空けるのに比べて比較的ましとはいえ、ここも空けにくいです。
理由は転造ネジだからです。切削ネジならなんともないんですが、転造してあると転造ネジ部の組織が微細化し、
密度が集中し、他の部分に比べ中空しにくくなります。(ネジが太くなるほど空けにくいです。)
で、すべてを貫通すると・・・・・中空ボルトの完成です。

たかが中空。されど中空。
以上、製造のショウジでした。
カテゴリー:螺旋屋徒然ブログ
ブログ内検索
- 最近の記事
- アーカイブ
-
- 2024年10月 (1)
- 2024年8月 (1)
- 2024年5月 (1)
- 2024年2月 (2)
- 2024年1月 (1)
- 2023年12月 (2)
- 2023年10月 (1)
- 2023年7月 (1)
- 2023年2月 (1)
- 2023年1月 (1)
- 2022年10月 (1)
- 2022年9月 (1)
- 2022年4月 (1)
- 2022年3月 (1)
- 2021年12月 (1)
- 2021年9月 (1)
- 2021年8月 (1)
- 2021年5月 (1)
- 2021年4月 (1)
- 2021年1月 (1)
- 2020年9月 (1)
- 2020年7月 (1)
- 2020年6月 (1)
- 2020年5月 (2)
- 2020年3月 (2)
- 2020年1月 (2)
- 2019年12月 (1)
- 2019年11月 (1)
- 2019年10月 (1)
- 2019年9月 (1)
- 2019年8月 (2)
- 2019年7月 (2)
- 2019年6月 (2)
- 2019年5月 (2)
- 2019年4月 (2)
- 2019年3月 (1)
- 2019年2月 (2)
- 2019年1月 (1)
- 2018年12月 (2)
- 2018年10月 (1)
- 2018年8月 (1)
- 2018年4月 (2)
- 2018年3月 (1)
- 2018年1月 (1)
- 2017年10月 (1)
- 2017年9月 (2)
- 2017年7月 (1)
- 2017年5月 (1)
- 2017年4月 (2)
- 2017年3月 (2)
- 2016年11月 (1)
- 2016年10月 (1)
- 2016年9月 (1)
- 2016年7月 (2)
- 2016年6月 (1)
- 2016年4月 (3)
- 2016年2月 (2)
- 2016年1月 (1)
- 2015年8月 (1)
- 2015年7月 (1)
- 2015年2月 (2)
- 2015年1月 (1)
- 2014年12月 (2)
- 2014年11月 (1)
- 2014年10月 (3)
- 2014年9月 (1)
- 2014年8月 (3)
- 2014年6月 (1)
- 2014年5月 (2)
- 2014年4月 (2)
- 2014年3月 (5)
- 2014年1月 (3)
- 2013年12月 (4)
- 2013年11月 (3)
- 2013年10月 (3)
- 2013年9月 (2)
- 2013年8月 (2)
- 2013年7月 (3)
- 2013年6月 (3)
- 2013年5月 (4)
- 2013年4月 (6)
- 2013年3月 (5)
- 2013年2月 (5)
- 2013年1月 (8)
- 2012年12月 (7)
- 2012年11月 (4)
- 2012年10月 (5)
- 2012年9月 (9)
- 2012年8月 (10)
- 2012年7月 (11)
- 2012年6月 (10)
- 2012年5月 (11)
- 2012年4月 (10)
- 2012年3月 (12)
- 2012年2月 (16)
- 2012年1月 (8)
- 2011年12月 (9)
- 2011年11月 (7)
- 2011年10月 (9)
- 2011年9月 (2)
- 2011年8月 (5)
- 2011年7月 (3)
- 2011年6月 (5)
- 2011年5月 (9)
- 2011年4月 (3)
- 2011年3月 (5)
- 2011年2月 (9)
- 2011年1月 (8)
- 2010年12月 (7)
- 2010年11月 (6)
- 2010年10月 (5)
- 2010年9月 (11)
- 2010年8月 (11)
- 2010年7月 (12)
- 2010年6月 (5)
- 2010年5月 (3)
- 2010年4月 (1)
- 2010年3月 (4)
- 2010年2月 (1)
- 2010年1月 (3)
- 2009年12月 (3)
- 2009年11月 (2)
- 2009年10月 (4)
- 2009年9月 (3)
- 2009年7月 (4)
- 2009年6月 (3)
- 2009年5月 (2)
- 2009年3月 (6)
- 2009年1月 (5)
- 2008年12月 (2)
- 2008年11月 (2)
- 2008年10月 (2)
- 2008年9月 (4)
- 2008年8月 (3)
- 2008年7月 (9)
- 2008年6月 (4)
- 2008年5月 (2)
- 2008年4月 (2)
- 2008年3月 (3)
- 2008年2月 (3)
- 2008年1月 (6)
- 2007年12月 (6)
- 2007年11月 (7)
- 2007年10月 (8)
- 2007年9月 (7)
- 2007年8月 (13)
- 2007年7月 (10)
- 2007年6月 (11)
- 2007年5月 (25)
- 2007年4月 (14)


